Now, I love lugs! The lug work of Curt Goodrich, David Kirk and Eric Estlund is undenyably jaw dropping but I have run into too many limitations with lugs. Tube sizes and junction angles are the ones that really get me.
You see I’m planning a build for my Dad! Yes my Dad is the guy who got me on a bike way back in…. IDK 1983, he used to commute 12 miles to work when I was a kid but had to give it up as he aged. Knees and just lack of time made his rides more weekend geared. Both him and my mom supported my BMX racing habits all the way to the NBL Grand Nationals! My parents moved into the city of Albany in 2011 so then my Dad started riding to work again! He rode an old Trek that I had slapped together for him with some old parts. It’s a pinch too small for him and the thing rides like a brick! Aluminum frame and fork makes for a…. firm ride to say the least. He rode that thing back and forth to work every day, even through the winter! At 70 years old!!!!

Back in July my parents visited us here in Minneapolis and I had him try my CX bike out. While too small for him he loved the700x40 tires at 35 psi! So we talked about it and decided I’d build him a comfortable bike that can go anywhere! 650b with discs, 1x and a sloping top tube!
With the sloping top tube and tall head tube I would have had a hell of a time modifying even a sloping TT/HT lug to get the angle I was after. So I needed to step up from MAPP gas and into the world of oxy acetylene. I had been given a rather old torch with tanks and regulators a while back but was a little nervous to use it because one of the regulators was stuck. With zero experience I had to lean on my friend Shawn Peterson. Shawn builds beautiful MTB and Fat Bikes out of his garage that is LOADED with machines and jigs and fixtures. He steered me towards a mini aircraft style torch. The Uniweld 71. I hit up eBay and scored a brand new unit for $25 less than Amazon!

I ordered up some Gasflux bronze and flux from Framebuilder Supply as well. Its kinda the industry standard so, knowing what I know about fillet brazing at this point (aka nada), I don’t ask questions and go with it.
Now if I could help one person to buy the correct hose I will be a happy camper. In gas welding there are 2 styles of threads. The A size is a 3/8-24 thread and the B size is a 9/16-18 thread. This Uniweld 71 torch and most other aircraft torches have A sized threads. Your regulators will more than likely have a 9/16-18 outlets. So you will need to find hose with A sized threads AND B sized threads. I noticed I could only find that combo with 3/16″ ID hose, which is perfect! Don’t fuck around with adaptors and shit just buy the right hose. Go to your local welding supply place to get the right stuff.
I still need to buy flashback arrestors! From what I read it’s unlikely that you will ever have fire go back through your hose and into the tanks (boom) but arrestors will make sure that can’t happen!
Then there is the tip. (Insert “just the tip joke”) From what I am finding, for fillet brazing you want a small, cool tip. I started with a Uniweld 17-1 tip (or most call it a #1) and then got a smaller 17-0 tip (#0). So far I like the #0 better. I think as I get more control over the torch I will switch back to the 17-1 for faster heating. Right now I don’t mind taking my time with this.

Kirby was really excited for fillet brazing!

Theres the hose on the torch. Almost ready!
Since the regulators I had we’re 50+ years old and shot I picked up these middle of the road regulators. They aren’t Uniweld or Victor but they’d “get me into a lot of trouble” according to the guy at the local welding supply place.


FIRE!!!!!
For safe keeping of my tanks I cut a 2×4 to fit across 2 studs in my garage then ratchet strapped the tanks to it. That outta keep them in place!

I was so excited to give a fillet a try, I grabbed some tube cut-offs and Brazed them together…. well, by definition I brazed the together. In reality I used WAY too much heat and all the bronze I put just sucked in-between the tubes, not building ANY type of fillet what so ever!

Ok, I need help! Luckily Joel Greenblat of Clockwork Bikes was amazing enough to envite me to his shop so he could show me what I needed to see! His shop is like a playground! Alignment table, lathe, mill, gas fluxer, tube sets, a sanding belt mitering machine and some beautiful projects hanging on the wall. He lays down a perfect fillet in about 1 minute! 😲 Then with the torch in my hand, walks me through the process. Thankfully he’s a patient teacher because again I started dumping too much heat into the joint. But he gives me more pointers and works me through another joint.
Back home I try another fillet. Seems like getting a really cool, quiet flame is what’s needed. I tried taking g a pic of the flame but it’s just too much light for my phone’s camera. This next fillet came out a bit better.
Once again Nate Zukas shared some info with me on Facebook about building a “dam” fillet then using gravity and that dam to contain the current puddle of bronze. That seemed to work well with me. Sometimes you just need to hear the same thing in a different way for it to click.
I cranked out a few more practice fillets and am definitely seeing progress. I still have a LONG ways to go as I would like to be able to leave some fillets “raw” as I feel that is the most honest way of showing ones skill. Zukas and Mars Cycles both do this really well!
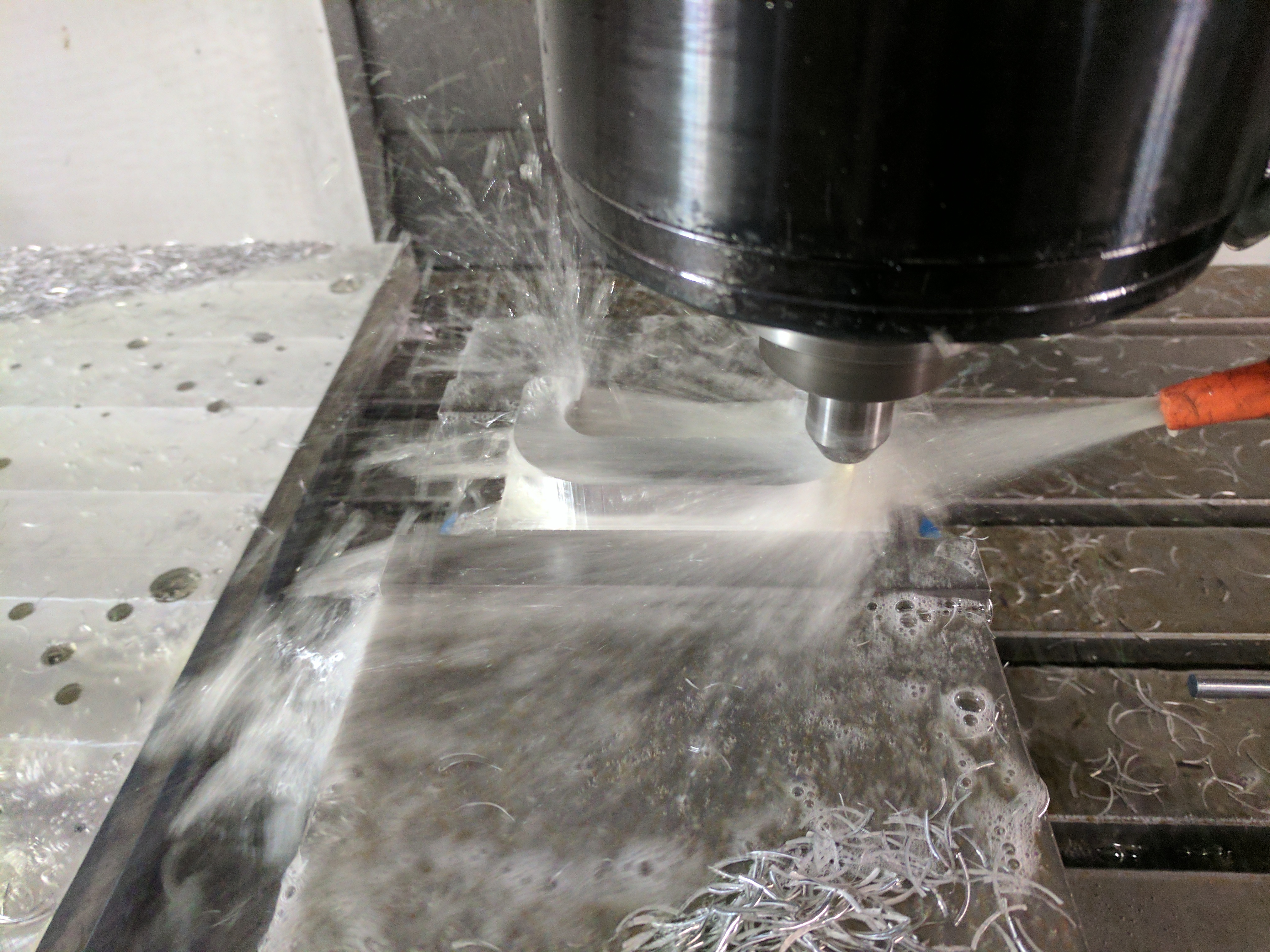
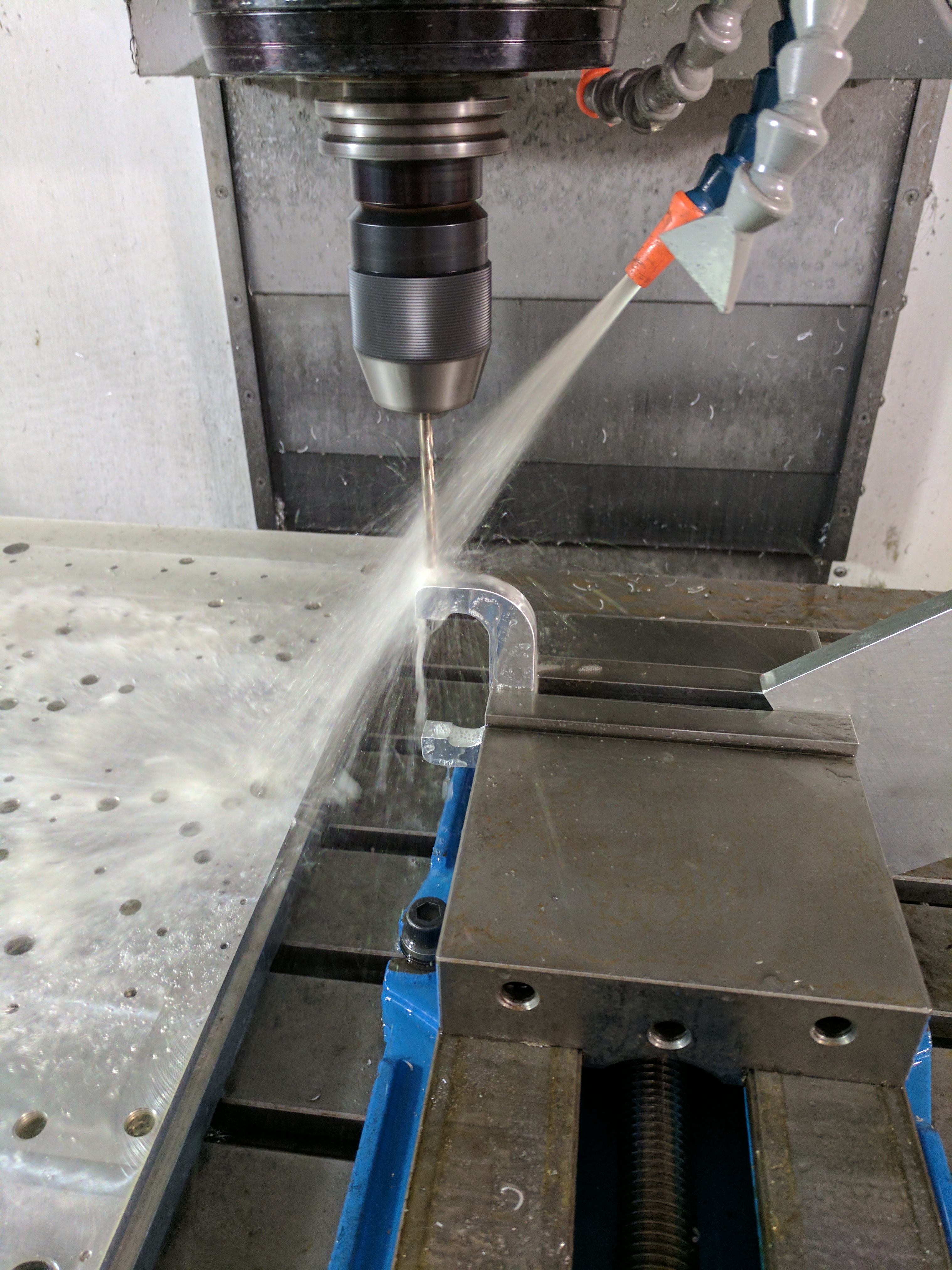
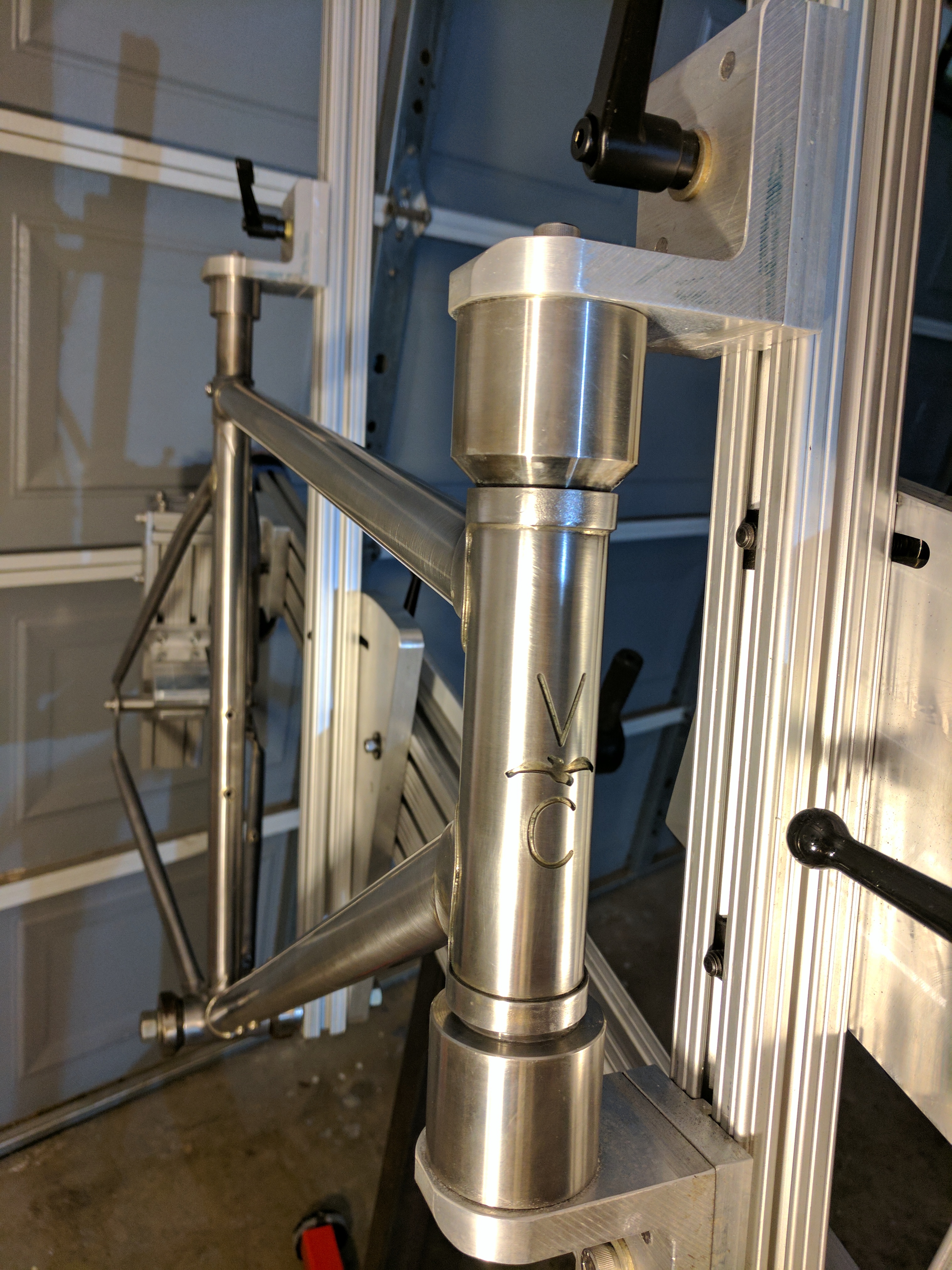
I wanted to practice a joint similar to what I would be doing on my Dad’s frame so I grabbed the 2 tube sizes and mitered them to the angle to be built to.
Trying to keep the miters as tight as possible.

Flux.

Tacked it.

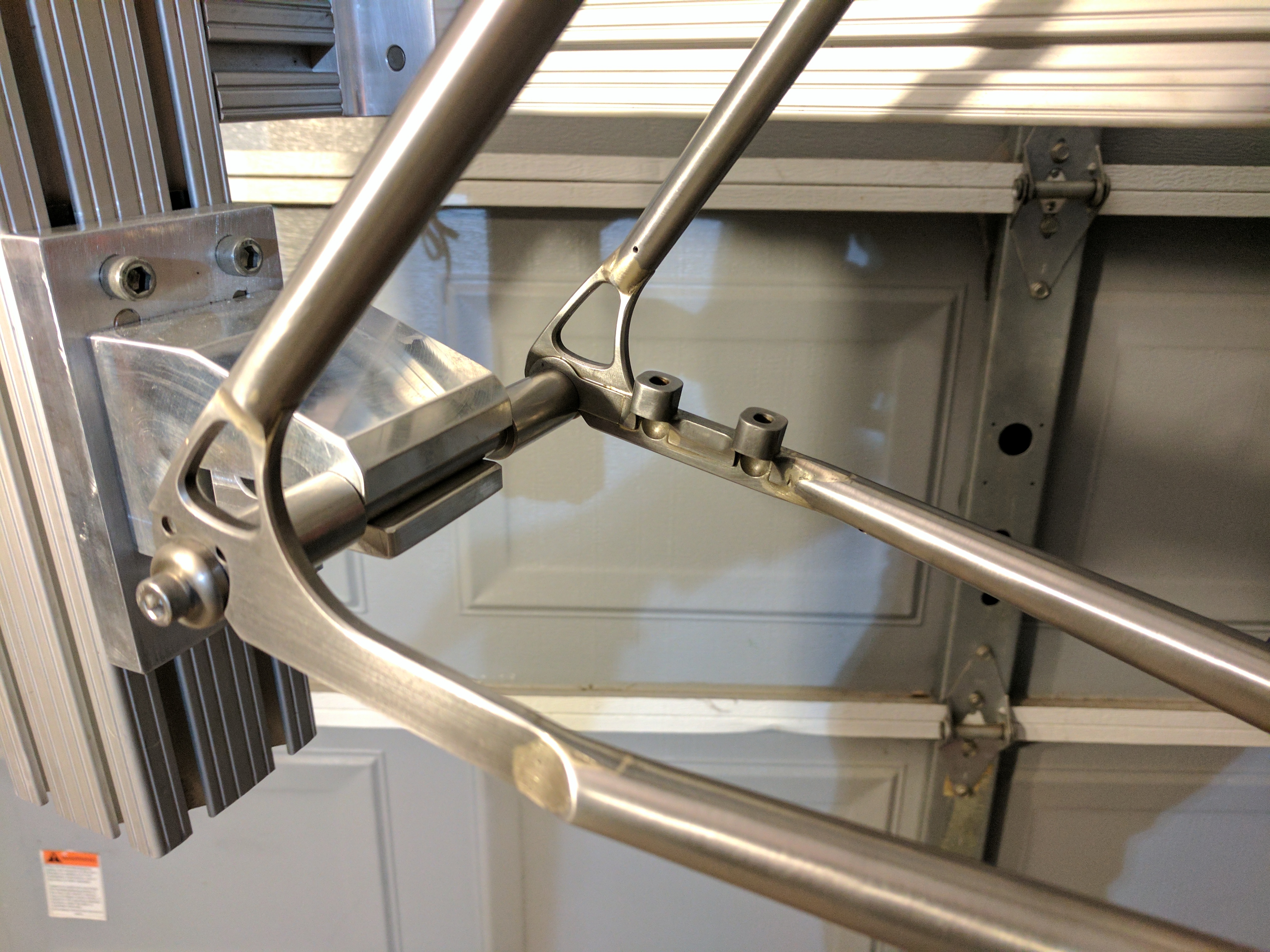
Then took it out of the jig to lay down the fillet.

Now I had the task of cleaning the fillet up. Man, this is TIME CONSUMING!


Again, I still have QUITE a ways to go but hey, if we aren’t pushing ourselves then we won’t get better.
If I haven’t bored you to death yet, check back soon for updates on my fillets and progress on my Dad’s frame!
Have fun!
Allan